Laser marking is changing manufacturing. Six laser types – fiber, CO₂, UV, green, ultrafast, and diode—dominate the market. Each has distinct strengths. Fiber lasers mark metal quickly and precisely. UV lasers handle sensitive materials like electronics gently. Ultrafast lasers produce precise marks needed by medical devices. Understanding these differences can improve product quality, lower costs, and reduce waste. Here’s how each laser type works – and how to choose correctly.
Key technical factors help us choose the right laser for marking.
One important factor is the wavelength. Wavelength tells us how well a laser is absorbed by a material. Metals take in near-infrared light (about 1064 nm) very well. In contrast, organic materials or plastics often work better with CO₂ lasers at 10.6 µm or UV lasers at 355 nm/266 nm.
Another key factor is the pulse duration. Lasers can send out energy in very short bursts. Some lasers give pulses in the nanosecond range while others work in the femtosecond range. Short pulses make a smaller heat-affected zone (HAZ). This means the mark is sharp and there is little extra heat damage to the surrounding material.
We also look at pulse energy and repetition rate. Pulse energy is how much energy each pulse carries. Some lasers give pulses with microjoule energy, while others deliver several millijoules. The repetition rate is how fast these pulses come out. High repetition rates – from tens of kHz to even MHz – help mark quickly. Both factors affect how deep or strong the mark is and how clear the mark appears.
Beam quality, measured by M², shows how close the beam is to an ideal light beam. A low M², near 1, means the beam can be focused tightly. This is very important when small, detailed marks are needed.
Finally, system integration matters. A laser is not just the light source. It works with cooling systems, scanners, and lenses. These parts help keep the beam steady and the mark clear over long periods. Good integration helps the machine work well and keeps marks consistent over time.
Together, these technical factors form the backbone of laser marking. They help engineers choose the right laser for the job, ensure good quality marks, and maintain a smooth operation in any marking process.
We now have a clear view of how wavelength, pulse duration, energy, and beam quality shape laser marking. This understanding helps us see why different lasers are chosen. Next, we will explore each type – fiber, CO₂, UV, green, ultrafast, and diode – to learn how they use these factors for best results.
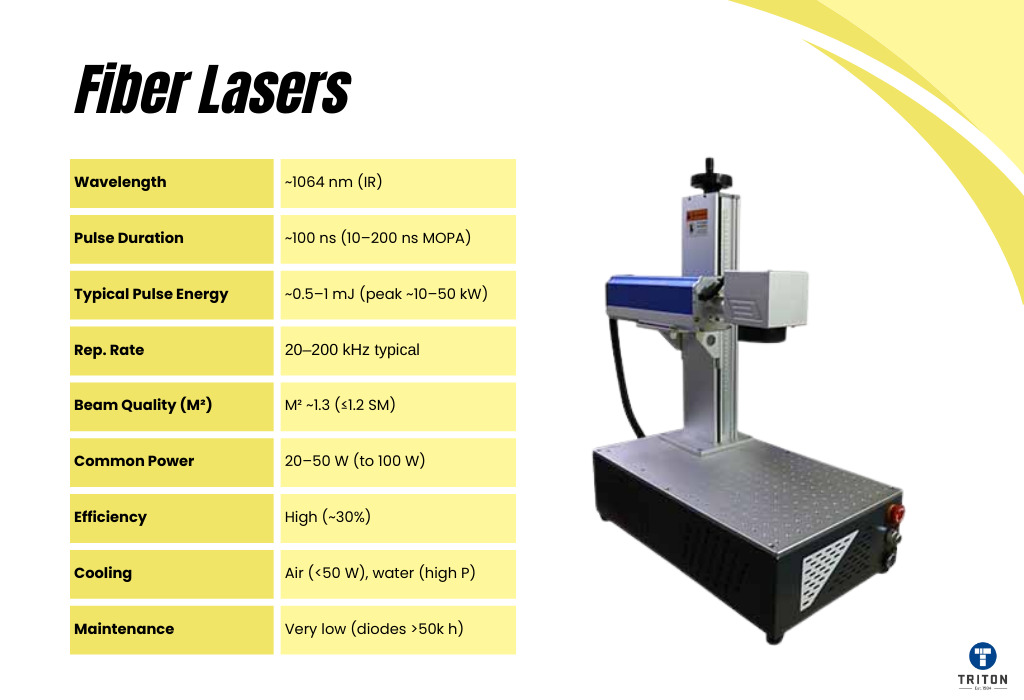
Fibre lasers are the leading tool for metal marking. They emit near‐infrared light, typically at 1064 nm (and sometimes 1070 nm), which is ideal for metals like stainless steel, titanium, and aluminium.
These lasers work at power levels from about 20 W up to more than 100 W. Many systems run at around 50 W, where the laser produces roughly 0.5 mJ per pulse when operating at 100 kHz. This pulse energy range lets engineers choose settings for deep engraving or for fine, high-contrast marks.
Pulse widths in fibre lasers usually range from 5 to 200 nanoseconds. This flexibility lets users tailor the pulse to suit different marking tasks, ensuring that marks are clear without unwanted heat spread. The beam quality is excellent, with many units achieving an M² below 1.3 which comes in handy when marking small details like serial numbers or logos.
Fibre lasers also offer very high repetition rates – often from tens to hundreds of kilohertz. This high speed makes them suitable for fast, high-volume production, which is a key need in sectors such as aerospace, automotive, electronics, and medical device manufacturing. The stability and efficiency of these lasers mean that they use less power and work longer with minimal upkeep.
Their compact and robust design adds to their appeal. With few moving parts and a solid fibre-optic structure, fibre lasers are easy to integrate with modern beam delivery systems like galvanometer scanners and high-quality focusing lenses.
This design ensures consistent performance even during prolonged operation. Overall, fibre lasers provide a blend of speed, precision, and reliability that makes them a top choice in modern manufacturing.
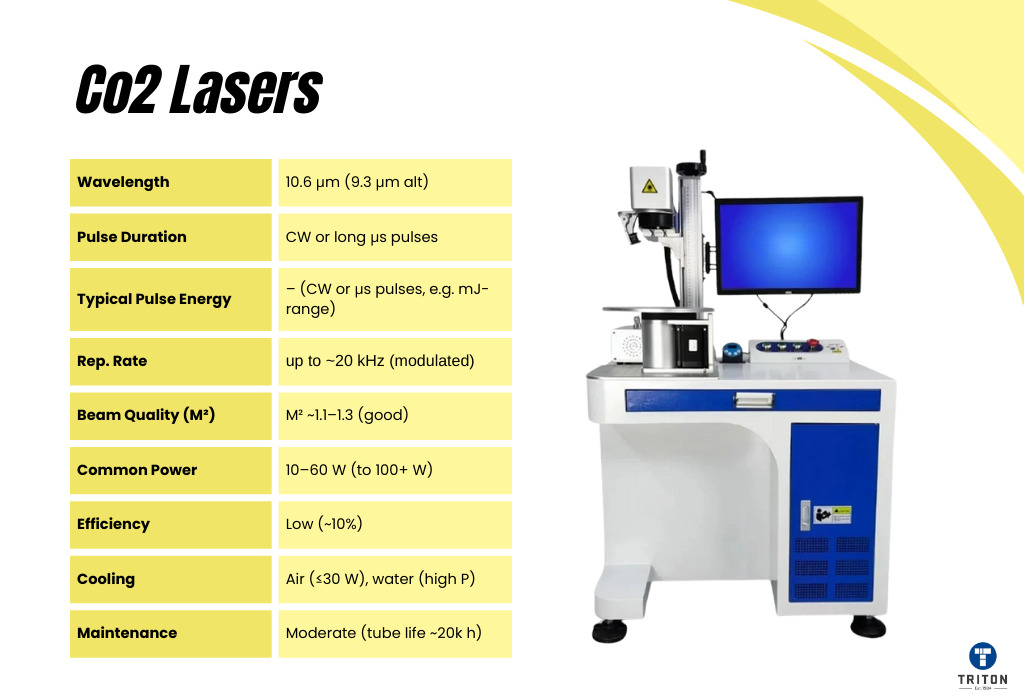
CO₂ lasers emit light at a wavelength of 10.6 µm. This long wavelength is ideal for marking materials like plastics, ceramics, glass, and wood. They work in continuous wave or pulsed modes. Pulsed operation allows for controlled energy delivery, which is key when precise energy deposition is needed for clear, consistent marks.
Output power for CO₂ lasers generally ranges from 30 W to 200 W. Lower-power models suit thinner or smaller items, while higher-power systems are used for large surfaces or thicker materials. Advanced control systems and modulation techniques enable users to adjust pulse length and duty cycle for either deep engraving or light surface marking.
While raw beam quality is lower compared to other laser types, integrated beam conditioning optics improve performance significantly. These optics can focus the beam to spot sizes as small as 100 µm, ensuring sufficient detail for many industrial applications. The beam profile is typically less uniform than that of fibre lasers, but system design improvements have helped to narrow the gap.
Cooling is an essential aspect of CO₂ laser operation. Air cooling is common in lower-power systems, but water cooling is preferred in high-power units to maintain stability and prolong component life. This attention to thermal management helps maintain consistent performance during long production runs.
CO₂ lasers are widely used in industries such as packaging, consumer goods, and construction. They create marks through a process that often changes the surface colour by controlled carbonisation. This results in durable marks that can withstand harsh conditions. Their robust design and proven track record make them a reliable choice for high-volume industrial marking.
Overall, CO₂ lasers offer a flexible and effective solution for a range of materials. Their variable power levels, adaptable operation modes, and effective cooling systems make them a key tool in modern manufacturing processes.
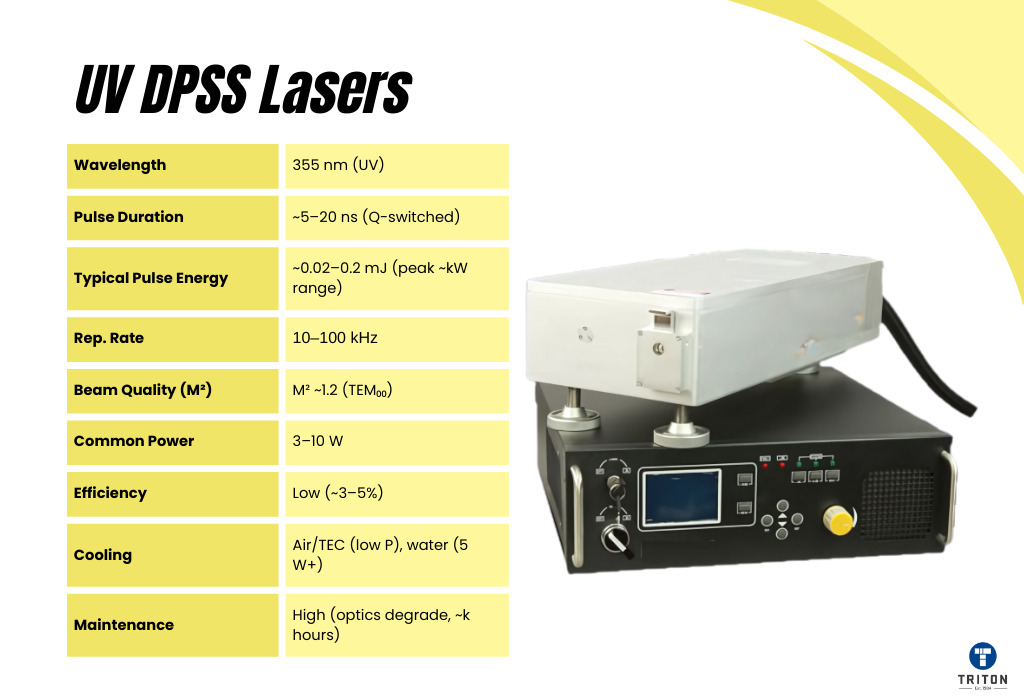
UV lasers operate at short wavelengths, usually around 355 nm and sometimes at 266 nm. These short wavelengths are ideal for marking sensitive materials. Their high photon energy allows them to break bonds in polymers and glass without causing heat damage. This makes UV lasers perfect for delicate work.
UV lasers typically work in Q‐switched mode. In this mode, pulse durations range from about 5 to 20 nanoseconds. Some advanced systems can even produce pulses in the picosecond range. Such short pulses limit the heat spread and prevent damage to the material. This quality is useful when marking printed circuit boards, medical devices, or semiconductor components, where even a small amount of heat could harm sensitive structures.
These lasers usually operate at power levels between 3 W and 10 W. Their pulse energy is lower than that of fibre lasers, but the high absorption of UV light in many materials compensates for the lower energy. The repetition rate can vary from 10 kHz up to 100 kHz, allowing for fast marking speeds while maintaining detail.
Beam quality in UV lasers is excellent. Many systems deliver a nearly perfect Gaussian beam, which can be focused to extremely small spot sizes. This precise focus is essential for creating intricate marks, such as tiny text, codes, or microstructures. Such detailed marking is widely used in the electronics, medical, and semiconductor industries.
UV laser systems require careful cooling and calibration. Their complex optical components, including harmonic generation crystals, need proper maintenance to keep the beam stable. Despite these requirements, UV lasers are valued for their ability to mark without causing thermal damage. This makes them a top choice for industries where high precision and material integrity are key.

Green lasers operate at a wavelength of 532 nm. This light is produced by doubling the frequency of a near-infrared laser, such as a Nd:YAG or Nd:YVO₄. The process uses a nonlinear crystal to convert 1064 nm light to 532 nm. This method yields a beam that is ideal for marking materials which do not absorb near-infrared light well.
When we double the frequency, the wavelength is halved. For example, a near-infrared laser at 1064 nm becomes 532 nm after frequency doubling. This process uses a nonlinear crystal to change the light’s properties. |
These lasers usually work in Q‐switched mode. Pulse durations are typically between 5 and 20 nanoseconds. The pulses are short, which means they limit heat spread and help create clear marks. Output power generally ranges from 5 W to 20 W. This makes green lasers well suited for tasks where moderate power is enough to achieve deep or precise marks.
A key benefit of green lasers is their beam quality. Many systems produce beams that are nearly perfect Gaussian profiles, with an M² value between 1.1 and 1.3.
Green lasers are particularly effective for marking metals that reflect near-infrared light. For instance, materials like copper, brass, and gold absorb green light much better than 1064 nm light. This results in marks with higher contrast and improved clarity. Certain plastics and ceramics also absorb green wavelengths more effectively, which helps to produce precise and visible marks without causing heat damage.
These lasers require careful thermal management. The nonlinear crystal used in frequency doubling is sensitive to temperature, so proper cooling is essential. The systems often include air or water-cooling methods to maintain stability during continuous or high-speed marking operations.
Green lasers are widely used in industries such as electronics, automotive, and medical device manufacturing, where high-contrast, detailed marks on challenging substrates are needed. They offer a reliable and efficient solution for modern marking applications.
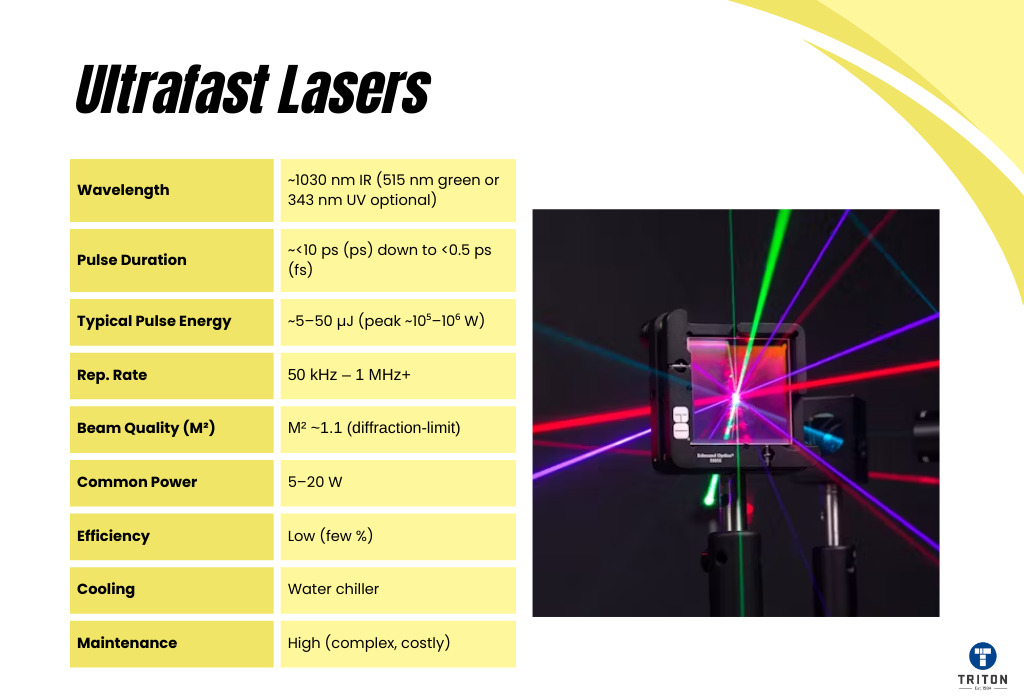
Ultrafast lasers deliver pulses in the picosecond to femtosecond range. They typically emit near‐infrared light, usually around 1030 to 1064 nm. Short pulses of less than one picosecond create very high peak power while keeping the average energy low. This unique property means that the laser can mark without spreading heat into the material.
Pulse duration is the key feature. In these systems, pulse widths are so brief that they limit the heat-affected zone almost entirely. This is important when working with sensitive materials or when extremely fine marks are needed. For example, a femtosecond pulse may last less than 0.5 ps, which is ideal for micromachining and delicate marking tasks.
The pulse energy in ultrafast lasers usually falls in the microjoule range. Despite the low energy per pulse, the high peak power can exceed 100,000 watts. These lasers also offer high repetition rates—from tens of kilohertz up to megahertz—allowing for both rapid processing and high precision. Such speeds make them a good choice for high-volume production, where consistent quality is required.
Beam quality is another strength. Ultrafast lasers typically provide near diffraction-limited beams. This means the light can be focused very tightly, producing very small spot sizes. High beam quality is critical when marking fine details or microstructures on substrates.
Ultrafast lasers require careful cooling, often using water chillers, and precise control systems to maintain stability over long operations. Integrated beam delivery systems, including galvanometer scanners and high-quality optics, ensure that the mark is consistent even on curved or uneven surfaces.
These lasers are used in aerospace, medical devices, and high-precision manufacturing.
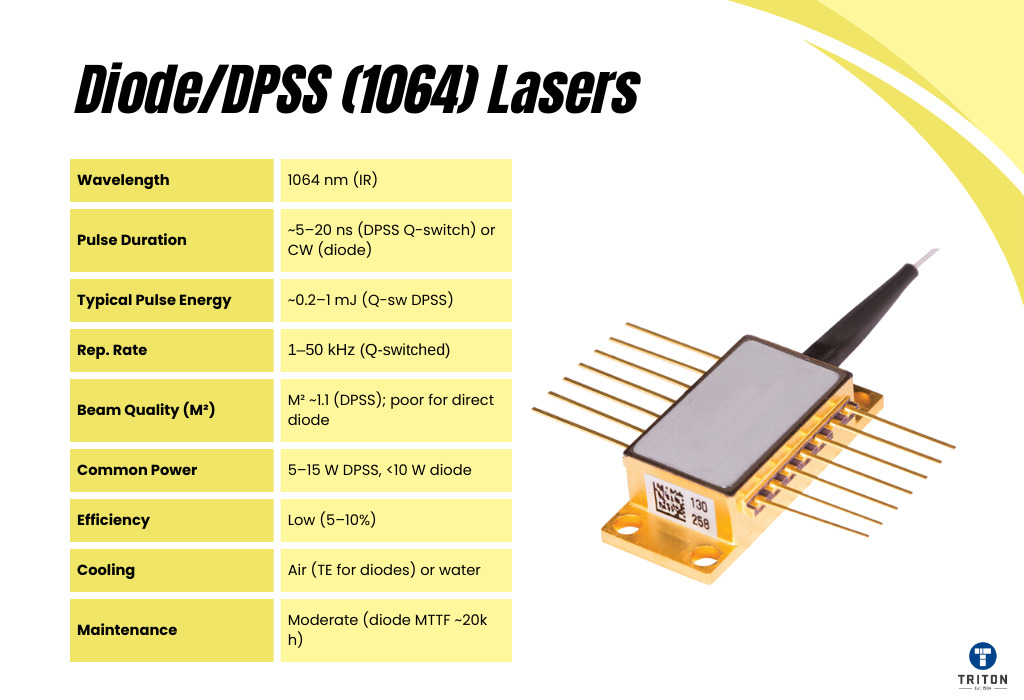
Diode/DPSS lasers use a combination of diode pumping and a solid-state gain medium to create a stable beam. They usually work at a wavelength of around 1064 nm in their fundamental mode. With frequency conversion, they can also produce visible light such as 532 nm. These systems typically operate in a pulsed mode with pulse durations from 5 to 20 nanoseconds. Such short pulses deliver energy in the millijoule range, which is enough for clear marking yet gentle on sensitive surfaces.
Output power for these lasers generally falls between 5 W and 15 W. They run at pulse repetition rates of roughly 1 kHz to 50 kHz. These settings make them well-suited for tasks that require detailed engraving and high contrast marks on a range of materials including plastics, thin metals, and other delicate substrates.
The beam quality of DPSS lasers is high. They emit near-Gaussian beams with an M² around 1.1 to 1.3. Their compact design and simple optics support a reliable, consistent output that meets modern industrial needs.
Thermal management is an important part of the system. Many DPSS setups use active cooling systems, such as air or water chillers, to keep the laser stable during long runs. Regular calibration helps maintain the beam’s tight focus and consistent energy output.
Diode/DPSS lasers are used in electronics, medical device production, and other fields that require careful treatment of materials.
Laser Type | Wavelength | Pulse Duration | Typical Pulse Energy | Rep. Rate | Beam Quality (M²) | Common Power | Efficiency | Cooling | Maintenance |
|---|---|---|---|---|---|---|---|---|---|
Fiber Laser | ~1064 nm (IR) | ~100 ns (10–200 ns MOPA) | ~0.5–1 mJ (peak ~10–50 kW) | 20–200 kHz typical | M² ~1.3 (≤1.2 SM) | 20–50 W (to 100 W) | High (~30%) | Air (<50 W), water (high P) | Very low (diodes >50k h) |
CO₂ Laser | 10.6 μm (9.3 μm alt) | CW or long μs pulses | – (CW or μs pulses, e.g. mJ-range) | up to ~20 kHz (modulated) | M² ~1.1–1.3 (good) | 10–60 W (to 100+ W) | Low (~10%) | Air (≤30 W), water (high P) | Moderate (tube life ~20k h) |
UV DPSS | 355 nm (UV) | ~5–20 ns (Q-switched) | ~0.02–0.2 mJ (peak ~kW range) | 10–100 kHz | M² ~1.2 (TEM₀₀) | 3–10 W | Low (~3–5%) | Air/TEC (low P), water (5 W+) | High (optics degrade, ~k hours) |
Green DPSS | 532 nm (green) | ~5–20 ns (Q-switched) | ~0.1–0.5 mJ | 10–50 kHz | M² ~1.1–1.3 | 5–20 W | Mod. (~10%) | Air (few W), water (10 W+) | Moderate (crystal align) |
Ultrafast | ~1030 nm IR (515 nm green or 343 nm UV optional) | ~<10 ps (ps) down to <0.5 ps (fs) | ~5–50 µJ (peak ~10⁵–10⁶ W)
| 50 kHz – 1 MHz+ | M² ~1.1 (diffraction-limit) | 5–20 W | Low (few %) | Water chiller
| High (complex, costly) |
Diode/DPSS (1064) | 1064 nm (IR) | ~5–20 ns (DPSS Q-switch) or CW (diode) | ~0.2–1 mJ (Q-sw DPSS) | 1–50 kHz (Q-switched) | M² ~1.1 (DPSS); poor for direct diode | 5–15 W DPSS, <10 W diode | Low (5–10%) | Air (TE for diodes) or water | Moderate (diode MTTF ~20k h) |
As laser marking technology evolves, new trends are emerging that shape its use in industry.
Femtosecond lasers are gaining popularity due to their precision and minimal heat spread. Improvements in beam stability and pulse control now allow for even finer microstructural marks.
At the same time, manufacturers are enhancing diode and DPSS systems, which offer a compact design, high efficiency, and lower cost.
Hybrid systems that combine features from different laser types, along with tunable wavelength options, are expanding the range of materials that can be marked.
Finally, integration with robotic systems and precise scanners have boosted production speed and consistency.
These developments drive broader market adoption as industries seek reliable, high-quality marking solutions. In conclusion, advanced laser marking can boost your production and quality. For all your industrial printing needs, visit Triton Store to find the right products that will take your operations to the next level.