Manufacturers often encounter significant hurdles in inventory and quality management due to the dual challenges of maintaining operational accuracy and boosting efficiency. Errors in these areas escalate costs and impact delivery timelines, affecting customer satisfaction and competitive standing.
Barcode systems emerge as a strategic solution to these issues. They provide a reliable mechanism for tracking products, components, and processes with unparalleled precision. Their implementation streamlines operations, minimising errors and enhancing visibility across the supply chain.
This guide explores the integration of barcode technology within manufacturing operations, demonstrating its significant influence on enhancing efficiency, accuracy, and cost savings. It outlines best practices and implementation strategies, providing manufacturers with a strategic framework to employ barcode systems effectively.
Barcodes are digital fingerprints for products and components, offering a unique identifier that can be read by barcode scanners. At their core, these systems encode information in visual patterns — either lines or graphics — that represent data such as SKU, product numbers, batch details, and more. The scanning process decodes this pattern back into digital data, facilitating rapid and accurate data entry.
There are two primary types of barcodes used in manufacturing: one-dimensional (1D) and two-dimensional (2D).
1D barcodes consist of a series of vertical lines of varying widths and spacings. These encode data horizontally and are limited in the amount of information they can hold.
In contrast, 2D barcodes encode data using complex patterns such as dots, squares, hexagons, and other shapes. These encode information both horizontally and vertically, allowing for a more substantial amount of data within a smaller space.
For a comprehensive understanding of barcodes and their operational principles, refer to our dedicated guide, What is a Barcode?

In the manufacturing sector, the choice of barcode symbology plays a crucial role in the efficiency and reliability of tracking and managing operations. Here are key barcode symbologies commonly utilised in the manufacturing industry:
ITF-14: The ITF-14 barcode is specifically designed to encode the Global Trade Item Number (GTIN) for products. It is typically used on shipping containers, cartons, and pallets, providing a standardised method for tracking products in large-scale distribution.
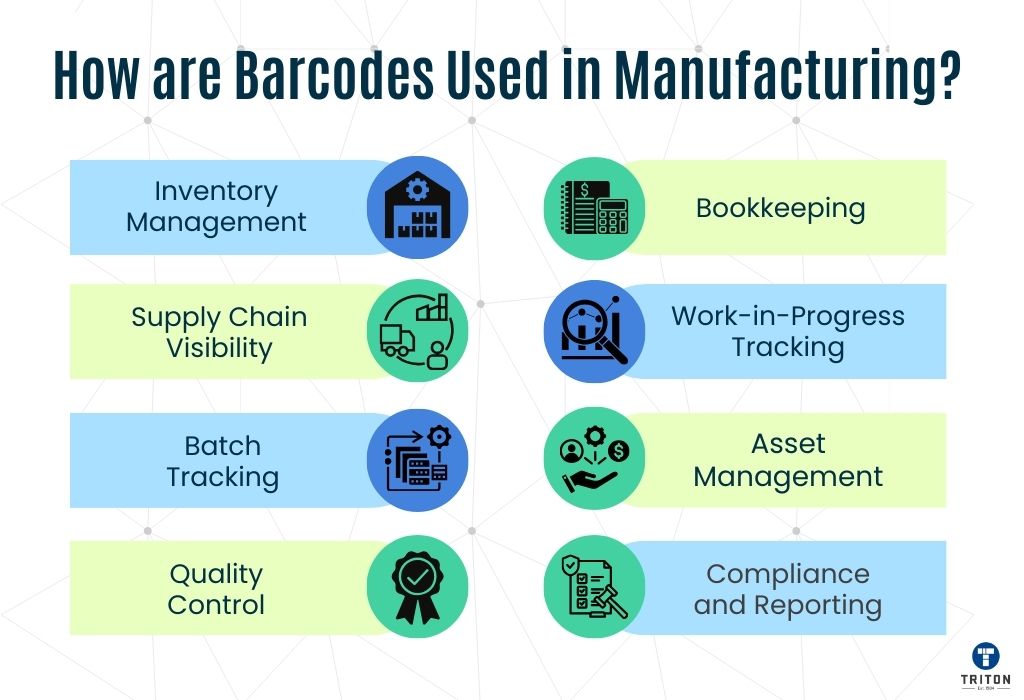
Barcodes are crucial in modern manufacturing processes, enhancing efficiency, accuracy, and traceability across various operations. Here’s how barcodes are utilised in the manufacturing industry.
Barcodes streamline inventory management by allowing quick scanning of products and materials as they enter, move through, or leave a facility. This automation reduces manual data entry errors and provides accurate, real-time inventory counts.
Managers can instantly access inventory levels, facilitating better purchasing decisions and reducing the risk of stockouts or excess inventory. Refer to our Barcode Inventory System Guide to learn more about inventory barcoding.
Barcodes enhance supply chain visibility by offering a clear view of the movement of goods from suppliers to the manufacturing floor and then to the customers. Each scan captures vital data such as location, movement dates, and handler details, enabling companies to track shipments, predict arrival times, and manage supply chain logistics efficiently.
Barcodes are essential for batch tracking in manufacturing, allowing companies to track the production, inspection, and distribution of batches. This capability is crucial for recalling specific batches if defects are discovered, understanding batch-related quality issues, and managing expiration dates for perishable goods.
Barcodes ensure that products and components are correctly identified and tracked through each stage of production and inspection. This system facilitates the tracing of quality issues to their source, enabling quick corrective actions and minimising the impact of defects.
Barcodes simplify the tracking of purchases, sales, and inventory adjustments. Scanning barcodes on invoices, orders, and inventory items automates the entry of this data into accounting systems, enhancing accuracy and saving time.
Barcode tracking helps monitor production flow, identify bottlenecks, and ensure efficient resource utilisation. Real-time visibility into WIP status aids in effectively scheduling and managing production timelines.
Using barcodes for asset management ensures accurate machinery, equipment, and tools tracking. Scanning assets for maintenance, usage, or location changes helps schedule preventive maintenance, reduce equipment downtime, and manage asset life cycles.
For an in-depth exploration of implementing barcodes in asset tracking, visit our comprehensive guide – Barcode Asset Tracking.
Barcodes are a powerful tool for automating data collection and reporting in sectors like chemical manufacturing, where regulatory compliance is critical. They meet traceability, safety, and quality standards, simplifying audits and reporting processes. This system supports adherence to industry regulations and standards, protecting companies from non-compliance risks.

Deciding when to implement a barcode system in manufacturing hinges on recognising the signs that your current processes could significantly benefit from automation and improved tracking. Here are key indicators that it’s time to adopt a barcode system:
As manufacturing operations expand, managing inventory, assets, and processes becomes exponentially more complex. A barcode system enables scalable growth by automating data collection and tracking, ensuring that operations remain streamlined despite increasing volume.
Manual data entry and tracking methods are prone to errors, leading to inventory discrepancies, shipping mistakes, and unhappy customers. Implementing a barcode system drastically reduces these errors, improving accuracy in every facet of the manufacturing process.
In industries where product recall or tracing the origin of materials is essential—such as food, pharmaceuticals, and chemicals—barcodes provide the necessary level of detail for traceability. This ensures safety, compliance, and accountability across the supply chain.
Certain industries require adherence to specific standards and regulations that mandate using barcode systems for tracking and reporting. Integrating these systems ensures compliance and enhances operational transparency and efficiency.
Manufacturers needing immediate access to data for decision-making, trend analysis, or operational adjustments will find barcode systems essential. These systems provide real-time insights into inventory levels, production progress, and more, facilitating informed decision-making.
Implementing a barcode system in manufacturing is a strategic process that involves careful planning, the right equipment, and a step-by-step approach to integration. Here’s a detailed look at the equipment required and the implementation process.
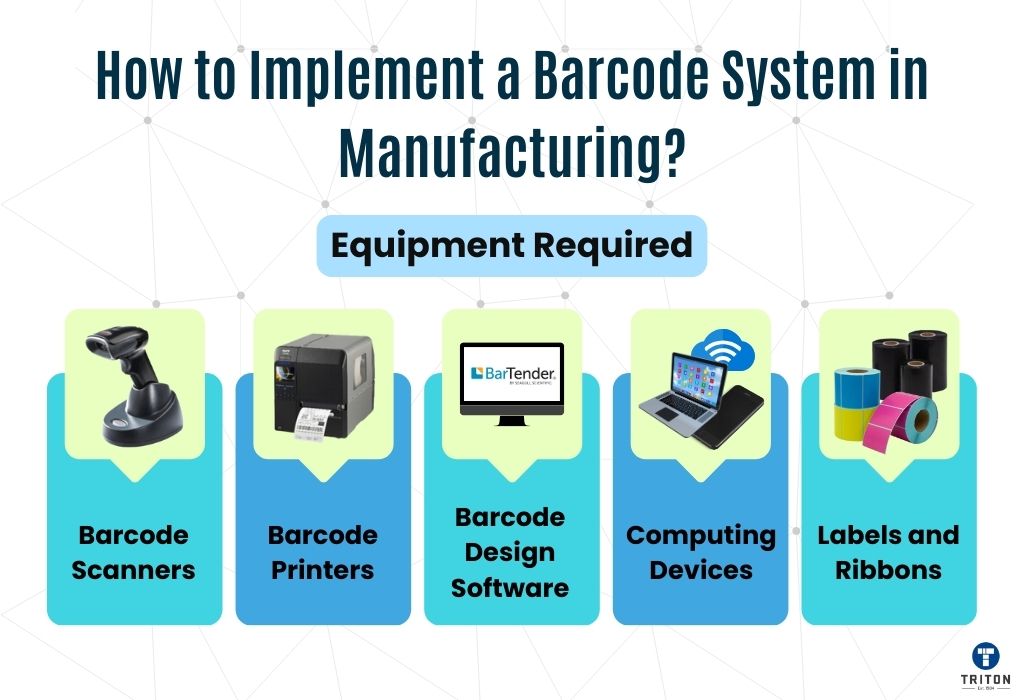
The successful implementation of a barcode system in manufacturing hinges on selecting the right equipment. Each piece is pivotal in ensuring the system’s overall efficiency and reliability.
Barcode scanners are integral for reading the information encoded within a barcode. There are various types of barcode scanners, each suited to different operational needs.
Bluetooth Barcode Scanners: Offer the flexibility of wireless scanning with the added benefit of Bluetooth connectivity, allowing them to pair with various devices, including tablets, smartphones, and Bluetooth-enabled computers. This type is best for environments where scanners need to be frequently moved between different workstations.
Choosing an appropriate barcode printer is crucial for generating scannable and durable labels for manufacturing operations. Here’s a detailed look at different types of barcode printers:
In general, thermal printers stand out as the preferred option for manufacturing, given their robustness and flexibility. These printers are available in various models, including desktop printers, mobile printers, industrial printers, and dedicated barcode label printers, ensuring accessibility and suitability for a wide range of operational needs. This diversity allows businesses to select the perfect fit for their specific environment and printing volume requirements.
Labels and ribbons form the foundational elements of barcode printing, ensuring that the information encoded in barcodes is accurately represented and remains readable throughout the product’s lifecycle.
Labels serve as the physical medium that carries the barcode, while ribbons (in thermal transfer printing) provide the ink or substance that creates the barcode image on the label. Their quality and compatibility are essential for producing durable, scannable barcodes that can withstand the environmental conditions they are exposed to, from the manufacturing floor to the end user.
Computing devices are essential in bridging the gap between the physical world of barcodes and digital data management. These devices process, store, and analyse the data captured by barcode scanners, integrating it into the broader manufacturing and business systems. Here are the devices you will need.
Barcode design software is an essential tool in the creation and management of barcodes for manufacturing operations. This software allows for the precise design of barcode labels, ensuring they meet industry standards and are optimised for scanning accuracy.
Key features and considerations include:
Seagull Scientific’s BarTender Software emerges as a leading solution in label design and barcode generation, offering capabilities surpassing standard free tools. This comprehensive software facilitates the streamlined creation of various labels, including barcodes, RFID tags, and more.
Featuring an extensive library of over 400 pre-designed barcode components and supporting 105 symbologies, BarTender is adept at meeting various industry standards. Its rich assortment of label templates, combined with the capability to connect to multiple data sources such as databases and CSV files, enhances its adaptability for generating a diverse array of barcode and label types. The software’s advanced serialisation functions further attest to its versatility and efficiency in label creation.
Seagull Scientific has tailored BarTender to meet varying needs through four distinct editions: Starter, Professional, Automation, and Enterprise, as well as a cloud version called BarTender Cloud.
The Starter Edition caters to the needs of smaller teams requiring basic label design functionalities. The Professional Edition offers advanced features suitable for complex labelling requirements.
The Automation Edition is a perfect fit for organisations aiming to streamline operations through automation, whereas the Enterprise Edition is designed to serve the expansive needs of large-scale enterprises. Further enhancing its utility, BarTender Cloud introduces the flexibility of cloud-based label management and printing, accessible from any location.
For a detailed examination of BarTender’s extensive features and to discern the right edition for your business needs, consider exploring our article, What is BarTender? Furthermore, for insights into the comparative advantages of BarTender Cloud over its on-premise counterparts, our guide, BarTender Cloud vs BarTender Software, serves as a valuable resource.
Implementing a barcode system in a manufacturing setting involves a series of well-defined steps, each critical to ensuring the system’s effectiveness and alignment with operational goals. Here is a step-by-step guide on how to implement a barcoding system in manufacturing.
Begin by thoroughly analysing your current processes to identify areas where a barcode system can introduce improvements. Determine specific objectives such as increasing inventory accuracy, enhancing traceability, or streamlining production workflows.
Engage with people across departments to gather insights and define clear, measurable goals for the barcode implementation.
Choose the barcode symbologies that best suit your product types, packaging, and information requirements. Then, based on the needs assessment, select the necessary equipment — scanners, printers, labels, ribbons, and computing devices — ensuring compatibility with the chosen symbologies and your operational environment.
Utilise barcode design software to create labels that meet your informational and regulatory needs while being easily scannable. Design labels with consideration for size, contrast, and placement on the product or packaging to ensure optimal readability.
Conduct testing in various operational conditions to validate the design’s effectiveness before full-scale production.
Outline how barcode data will integrate with your existing IT infrastructure, including inventory management, ERP, and SCM systems. Plan for data capture, storage, and analysis processes, ensuring security and compliance standards are met.
This step may involve customising software interfaces or developing middleware to facilitate seamless data flow.
After designing and testing barcode labels, the next crucial step involves systematically applying these labels to your products, components, or assets. This process requires careful planning to ensure labels are placed in positions that are both easily accessible for scanning and secure enough to remain attached throughout the product’s lifecycle.
Consider the following:
Following these detailed steps ensures a comprehensive approach to implementing a barcode system, improving efficiency, accuracy, and decision-making within manufacturing operations.
The adoption of barcode systems in manufacturing heralds a significant shift towards more efficient, accurate, and responsive operations. From streamlining inventory management to enhancing traceability and compliance, barcode technology offers a suite of benefits that can transform the manufacturing landscape.
This guide has detailed essential steps and considerations for implementing barcode systems, from equipment selection to deployment, providing a blueprint for manufacturers to leverage this technology effectively. As the industry moves forward, the strategic adoption of barcode systems will be crucial in achieving operational excellence and meeting the increasing demands of production and supply chain management.
Thanks for reading!
The adoption of barcode technology in manufacturing offers numerous benefits, including:
Implementing barcoding in manufacturing effectively requires adherence to best practices, such as: